Najważniejsze informacje o transporcie wewnętrznym w magazynie
- Najwięcej korzyści dają tam, gdzie towar porusza się w powtarzalnym rytmie między tymi samymi strefami.
- Najczęściej stosuje się rozwiązania grawitacyjne, rolkowe, taśmowe i łańcuchowe, a dobór zależy od ładunku i przepływu.
- Dobry projekt zaczyna się od mapy procesu, nie od katalogu urządzeń.
- W magazynie liczą się też szerokość dróg, limity prędkości, oznakowanie i bezpieczne przejścia dla pieszych.
- Największą różnicę daje integracja z WMS, skanerami i sterowaniem, a nie sama mechanika.
Jak linie transportowe porządkują przepływ towaru
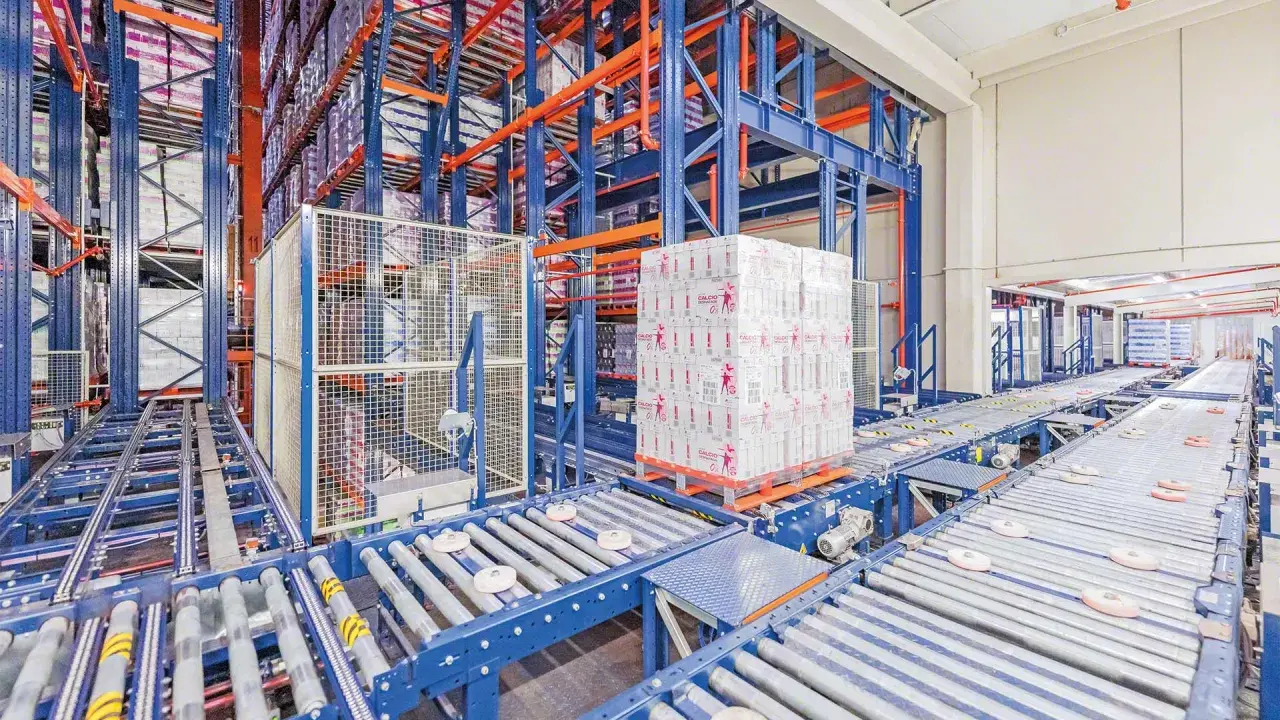
W praktyce chodzi o system przenośników, który przenosi ładunki między punktami magazynu lub hali produkcyjnej: od przyjęcia, przez buforowanie i sortowanie, aż po pakowanie i ekspedycję. Taki układ ma jeden podstawowy cel: usunąć zbędne przenoszenie ręczne i skrócić drogę towaru, zanim pojawi się zator, pomyłka albo niepotrzebny ruch sprzętu.
Ja patrzę na to bardzo prosto: jeśli w obiekcie codziennie powtarza się ten sam ruch kartonów, pojemników albo palet, to automatyzacja zaczyna mieć sens. Gdy przepływ jest stabilny, system transportowy przejmuje monotonne etapy pracy i zostawia ludziom zadania, które wymagają decyzji, kontroli jakości lub wyjątku od standardu.
Co taki układ robi w praktyce
- Przenosi ładunki między strefami bez ciągłego angażowania operatora.
- Ułatwia sortowanie, łączenie zamówień i kierowanie towaru do właściwego stanowiska.
- Zmniejsza liczbę kolizji z ruchem wózków i chaotycznym przemieszczaniem palet.
- Stabilizuje tempo pracy, bo przepływ nie zależy wyłącznie od dostępności ludzi.
To właśnie ta przewidywalność sprawia, że dobrze zaprojektowany transport wewnętrzny staje się fundamentem całej logistyki obiektu, a nie tylko dodatkiem do hali. Od tego miejsca naturalnie przechodzę do pytania, gdzie taki układ daje największy efekt, a gdzie łatwo go przewymiarować.
Gdzie system transportowy działa najlepiej, a gdzie łatwo go przewymiarować
Najbardziej opłaca się tam, gdzie przepływ jest powtarzalny, a wolumen na tyle duży, że ręczne wożenie zaczyna zjadać czas i uwagę ludzi. W praktyce są to magazyny kompletacyjne, sortownie, centra przeładunkowe, strefy pakowania, linie produkcyjne oraz obiekty cross-dockingowe, w których towar powinien możliwie szybko przejść z jednego etapu do drugiego.
Najlepsze efekty widzę zwykle wtedy, gdy instalacja obsługuje stałe formaty ładunków: kartony, pojemniki, tace, palety lub opakowania zbiorcze. Wtedy przepływ jest równy, buforowanie ma sens, a cały układ można policzyć pod konkretne okna czasowe. Gdy mix produktów zmienia się zbyt często, a gabaryty są bardzo nieregularne, sens automatyzacji maleje i rośnie rola elastycznych stref ręcznych.
Typowe miejsca, w których automatyka daje szybki zwrot
- Strefa przyjęcia towaru i pierwszego buforowania.
- Linia między kompletacją a pakowaniem.
- Przekazanie palet lub kartonów do strefy wysyłki.
- Sortowanie zamówień o podobnym rytmie i stałych formatach.
Gdzie trzeba uważać
- Przy bardzo małym wolumenie, gdzie prostsze rozwiązania są tańsze i szybsze w obsłudze.
- Przy częstych zmianach layoutu, bo wtedy sztywna instalacja staje się kłopotem.
- Przy ładunkach o nieregularnym kształcie, które trudno prowadzić bez dodatkowych zabezpieczeń.
Wniosek jest dość prosty: nie każda hala potrzebuje rozbudowanego systemu, ale tam, gdzie ruch jest powtarzalny, mechanizacja bardzo szybko przestaje być luksusem. Skoro wiadomo już, gdzie ma to sens, czas przejść do samej konstrukcji i wybrać właściwy typ rozwiązania.

Jakie rozwiązania wybiera się najczęściej
Dobór nie powinien zaczynać się od pytania „co jest nowoczesne”, tylko od pytania „co przenoszę, jak szybko i w jakim rytmie”. W praktyce rynek opiera się na kilku sprawdzonych konfiguracjach, z których każda ma swój zakres zastosowań i swoje ograniczenia.
| Rodzaj rozwiązania | Najlepsze zastosowanie | Mocne strony | Na co uważać |
|---|---|---|---|
| Grawitacyjne | Krótkie odcinki, bufory, proste przekazanie ładunku | Niski koszt, prostota, mało awarii | Brak aktywnego sterowania tempem przepływu |
| Rolkowe napędzane | Palety, kartony, pojemniki o regularnym kształcie | Stabilny transport, łatwa rozbudowa, dobra wydajność | Wymagają zasilania, serwisu i sensownego sterowania |
| Taśmowe | Drobniejsze ładunki i opakowania, które trzeba prowadzić płynnie | Łagodny transport, dobra kontrola ciągłości | Wrażliwsze na zabrudzenia i źle dobrane obciążenie |
| Łańcuchowe | Cięższe ładunki, palety, bardziej wymagające odcinki | Duża wytrzymałość i odporność na obciążenia | Większy hałas i cięższa konstrukcja |
| Łukowe i pionowe moduły | Zmiana kierunku albo poziomu w ograniczonej przestrzeni | Oszczędność miejsca i większa elastyczność układu | Wymagają precyzyjnego projektu i łatwego dostępu serwisowego |
Ja zawsze patrzę na to przez trzy filtry: ciężar ładunku, jego geometrię i zmienność wolumenu. Dwa systemy wyglądające podobnie na wizualizacji potrafią różnić się ceną i skomplikowaniem bardziej, niż na pierwszy rzut oka sugeruje katalog, dlatego warto dobierać je do procesu, a nie do samej przestrzeni. To prowadzi wprost do projektowania układu, bo nawet dobry sprzęt nie uratuje źle poprowadzonego przepływu.
Jak zaprojektować układ, który nie tworzy zatorów
Najpierw rozrysowuję przepływ, potem dopiero dobieram urządzenia. To brzmi banalnie, ale w praktyce jest najczęściej pomijanym krokiem. Jeśli nie wiadomo, skąd towar wchodzi, gdzie czeka, w którym miejscu się rozdziela i gdzie opuszcza obiekt, to żaden automatyczny system nie naprawi chaosu.
- Oznacz wszystkie punkty wejścia i wyjścia towaru.
- Policz wolumeny w godzinach szczytu, nie tylko średnią dzienną.
- Oddziel strefy przyjęcia, buforowania, pakowania i wysyłki.
- Zostaw miejsce na obejścia, serwis i awaryjne zatrzymanie przepływu.
- Sprawdź, czy układ nadal działa po zmianie asortymentu albo sezonowym wzroście zamówień.
W polskich warunkach projekt trzeba też od razu zderzyć z przepisami i zasadami bezpieczeństwa. Powierzchnia powinna być równa, twarda, odporna na ścieranie i pozbawiona progów, a pochyłości trzeba pilnować bardzo restrykcyjnie. W praktyce spotyka się też limity prędkości dla urządzeń transportu bliskiego: 18 km/h na prostych odcinkach, 12 km/h przy budynkach i halach produkcyjnych, 6 km/h w halach i magazynach oraz 3 km/h przy ruchu mieszanym z pieszymi albo przy słabszej widoczności.
Ważna jest również szerokość dróg komunikacyjnych. Dla ruchu jednokierunkowego i dwukierunkowego stosuje się inne wyliczenia, a najprostsza zasada brzmi: im większy ładunek i im bardziej mieszany ruch, tym większy margines bezpieczeństwa trzeba zostawić. Z tego powodu dobrze działający układ nie jest po prostu „wąsko i szybko”, tylko „czytelnie, bezkolizyjnie i z rezerwą na szczytowe obciążenie”. Kiedy ten fundament jest gotowy, można myśleć o automatyzacji jako o realnym wzmacniaczu procesu.
Na czym naprawdę zyskuje automatyzacja
Największa korzyść nie leży w samym fakcie, że coś jedzie po szynie czy taśmie. Prawdziwa przewaga pojawia się wtedy, gdy instalacja zaczyna współpracować z systemem zarządzania magazynem, skanowaniem kodów, czujnikami i sterowaniem PLC, czyli programowalnym sterownikiem, który nadzoruje pracę urządzeń. Wtedy transport nie jest już mechanicznym przenoszeniem, tylko częścią cyfrowo kontrolowanego przepływu.W dobrze spiętym układzie WMS, czyli system zarządzania magazynem, decyduje o tym, co gdzie ma trafić, a linia wykonuje zadanie bez zgadywania. To zmniejsza liczbę pomyłek, ułatwia śledzenie statusu towaru i pozwala szybciej wykryć wąskie gardła. W praktyce bardzo dobrze działa to przy kompletacji zamówień, sortowaniu paczek, przekazywaniu palet do wysyłki oraz przy strefach, w których każda minuta postoju szybko odbija się na całym procesie.
Co daje połączenie mechaniki z danymi
- Mniej błędów przy przekazywaniu ładunków między strefami.
- Lepsza kontrola nad przepływem w godzinach szczytu.
- Łatwiejsze wykrywanie opóźnień, zacięć i przeciążeń.
- Większa powtarzalność pracy bez ciągłego nadzoru operatora.
Coraz częściej wchodzą tu też czujniki stanu technicznego, które pomagają wychwycić zużycie rolek, luz na elementach napędowych albo nieprawidłowe wibracje. To już nie jest „ładny dodatek”, tylko praktyczny sposób na planowanie serwisu zanim linia zacznie się zatrzymywać w najgorszym możliwym momencie. I właśnie dlatego warto spojrzeć na inwestycję nie tylko przez pryzmat zakupu, ale też opłacalności w całym cyklu życia.
Kiedy inwestycja w transport wewnętrzny ma sens, a kiedy lepiej ją odłożyć
Najbardziej sensowna inwestycja to taka, która rozwiązuje powtarzalny problem, a nie tylko imponuje na prezentacji. Jeśli w obiekcie stale powstają kolejki przy pakowaniu, palety czekają na przekazanie, a operatorzy wykonują te same ruchy setki razy dziennie, automatyzacja zaczyna bronić się bardzo szybko.
Zwrot zwykle pojawia się tam, gdzie łączą się cztery warunki: stabilny wolumen, powtarzalny format ładunku, wyraźne wąskie gardło i realny koszt ręcznego przenoszenia. W takich przypadkach instalacja upraszcza pracę, zmniejsza presję na zespół i pozwala lepiej wykorzystać powierzchnię. Jeśli jednak asortyment zmienia się co chwilę, a proces bywa sezonowy i trudny do przewidzenia, lepiej zacząć od małego pilota albo od prostszego odcinka, zamiast od razu budować rozbudowany układ.
Sygnały, że to dobry moment
- To samo przesunięcie towaru powtarza się codziennie i pochłania dużo czasu.
- W ruchu między strefami regularnie pojawiają się zatory.
- Magazyn lub produkcja rosną szybciej niż możliwości ręcznej obsługi.
- Firma chce ograniczyć liczbę błędów i lepiej kontrolować przepływ.
Przeczytaj również: Wycena zapasów - jak wpływa na wynik finansowy?
Sygnały ostrzegawcze
- Układ hali zmienia się często i bez większego planu.
- Ładunki są zbyt niestandardowe, by dało się je prowadzić jednym torem.
- Wolumen jest niski, a koszty utrzymania instalacji zjadłyby przewagę operacyjną.
Jeśli miałbym wskazać najrozsądniejszy start, zacząłbym od jednego krytycznego odcinka, na którym dziś najczęściej tworzy się opóźnienie: między przyjęciem, buforem i pakowaniem. To tam najszybciej widać, czy układ faktycznie skraca czas, porządkuje ruch i daje zespołowi oddech, czy tylko dodaje kolejną warstwę złożoności. W dobrze prowadzonym magazynie to właśnie taki test pokazuje, czy automatyzacja jest narzędziem do usprawnienia pracy, czy tylko kosztownym ruchem bez efektu.